Goal:
Demonstrate automated form error correction of a parabolic component by means of on-machine measurement and analysis. Corrections were made by measuring the part using Precitech’s air bearing LVDT. The results were analyzed by Taylor Hobson’s Aspheric Analysis Utility (AAU) software and the X-offset and tool radius corrections were automatically updated in the tool table. This method will correct much of the form error.
Process Steps:
• Roughing cut: Nanoform X
• Measurement: Precitech air-bearing LVDT
• Analysis: Taylor Hobson Aspheric Analysis Utility
• Update Tool Table: UPx Control
• Finish cut: Nanoform X
 Process Details:
Process Details:
• Tool: Single point diamond tool with 10˚ clearance
• Radius: 0.05 mm
• Spindle speed: 3,000 RPM
• Coolant: Air
 Setup Photo
Setup Photo
Part Details:
• Material: PMMA
• Part diameter: 20 mm
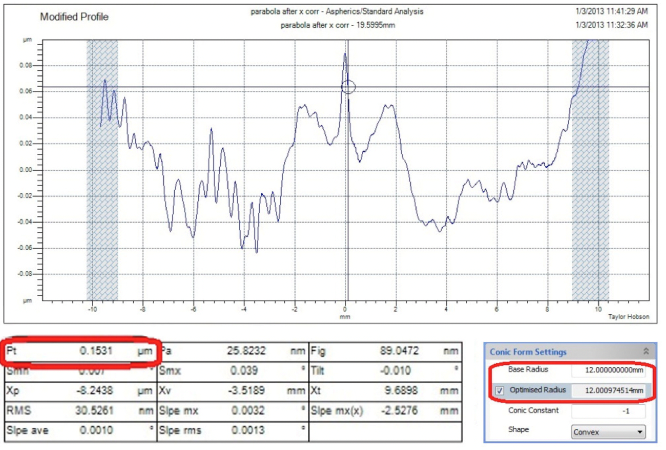
• Parabolic base radius: 12 mm
Results:
• Uncorrected form error: 0.3886 µm P-V
• Total process time: < 5 minutes
• X-offset correction: 1.87 µm
• Radius error correction: 2.23 µm
• Corrected form error: 0.1531 µm P-V
Measured form error prior to correction
 Measured form error after X-Offset and tool radius correction
Measured form error after X-Offset and tool radius correction
Download Apps Note