Goal:
Demonstrate the capability to reduce part cutting time for Infrared (IR) Germanium lenses without sacrificing form accuracy or surface finish.
Process:
Using a Nanoform® X with Hydroround oil hydrostatic B axis and HS150 work holding spindle to machine Germanium at 3 times* typical part cutting times.
 B Axis Specifications:
B Axis Specifications:
• Bearing type: Oil Hydrostatic
• Radial stiffness: 225 N/µm (1,280,000 lbs/in)
• Axial stiffness: 600 N/µm (3,428,000 lbs/in)
• Moment stiffness: 3.4 N-n/µrad (30 lbs-in/µrad)
Part Details:
Material: Germanium
Diameter: 100 mm Concave
Radius: 163 mm
Process Details:
Tool: Limited sweep, large radius, negative rake diamond tool
Tool set: Off the center of B utilizing Virtual Center Technology (VCT)
Spindle speed: 5000 rpm
Feed rate: 15 mm/min
Feed per revolution: 3 µm/rev
Coolant: Odorless Mineral Spirits (OMS)
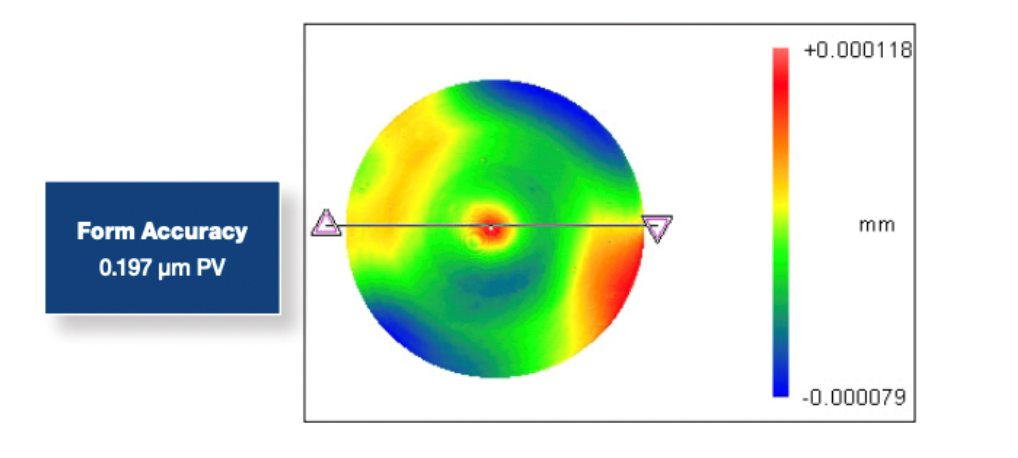
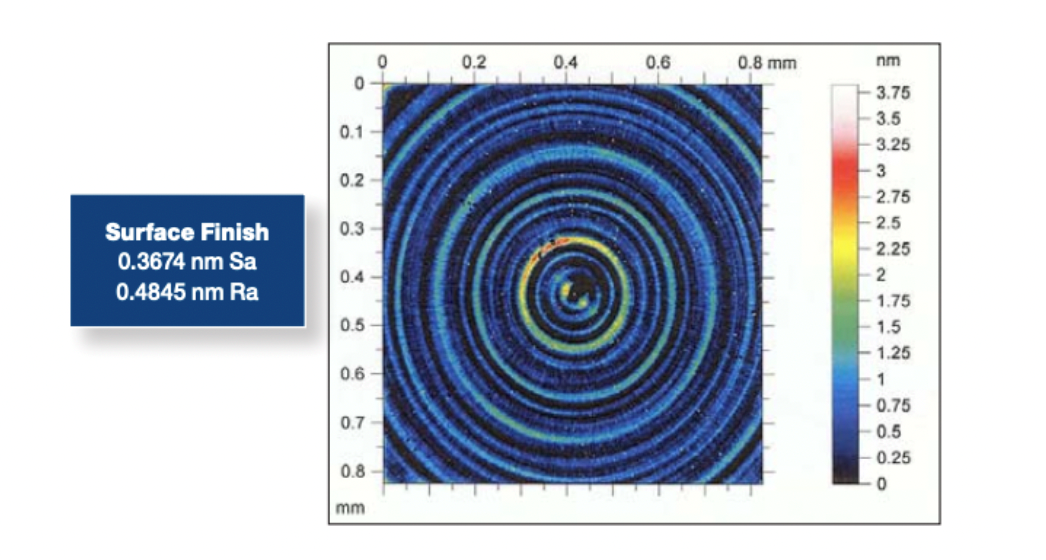
 Results*:
Results*:
• Form accuracy: .197 µm PV
• Surface finish: .4845 nm Ra
* speed can be increased up to 7 times typical processing time and still yield form and finish results below typical IR specifications
Download Apps Note